
�Ʒ��^(gu��)�Vϵ�y(t��ng)����˾")
- ��˾��(d��ng)�B(t��i)
���@�ӹ��е�����Һ���Լ������^(gu��)�V���ȵķ���
2010-07-06 08:31:56
ժҪ:

 .
.
1 ����ʹ���@�ӹ��_(d��)�����õļӹ�Ч��,�������x ������,�����nj��T���õ�.����,�ͻ�����Һ������ ��s�Բ�,��ϴ�Բ�ͮa(ch��n)�����F�����Բ�;һ������� �ص��Q,�UҺ̎�������_(d��)���h(hu��n)���ŷŵ�Ҫ��;ʹ���^(gu��) �����д̼���ζ�͓p������Ƥ�w��ȱ��.�S���h(hu��n)��Ҫ ������,����Һ���g(sh��)�IJ�����M(j��n),һ�Nˮ����ϳ�Һ (�黯Һ)�˷����黯Һ����,��ϴ���ܲ�ϳ�����Һ���g�C(j��)������,��(r��n)�����ܲ��ȱ��,�������Ժ� ˮ���p������,���ИO��,��(r��n)��,��s,���P����ϴ�� ��,����һ������ęC(j��)�ӹ���(r��n)����s���|(zh��).ˮ����� ������Һ��Ó�f����,��ȡ���ͻ�����Һ֮��(sh��),������
�����c(di��n):
1.1 �����c����
����Һ�ĸ߉����ɴˮa(ch��n)���ĸ����ٵ������Ǐ��� ���^(q��)�ų���м,��Ĥ�����������������@�U���Ե�. �鱣�C���ӹ��ľ���һ��,��횱��C�����㶨.�� ��(j��)�Y�Ͻ�B,��Ҫ�ĉ����������ߵ�ֱ��,�ľ� �Ⱥ������϶���.һ���J(r��n)������Һ�����ّ�(y��ng)�������ٶȵ�5��8��, �s10��15 m/s, ��(y��ng)ԓע�����:������(y��ng)�S��������Ӷ�����,�Ա� �C����Һ�и���������_(d��)��ͨ����м��Ŀ��.ͬ�r(sh��)Ҫ �քe���]���@�ø߉�����Һ�cһ��������s,�_м�� �É���,������ͬ.��s�͛_м�ǵ͉�������,��0.1 ��0.2 MPa.
1.2 �^(gu��)�V����
���@����Һ���^(gu��)�V�����c�@�^�����ö�,��(n��i)�� ����ֲڶ�,�ߴ羫��,�p���ͱú��y��ĥ�p�кܴ��P(gu��n) ϵ,����Ҫ���^(gu��)�V�����^��.��(j��)�Y�Ͻ�B:��(d��ng)����Һ�^(gu��) �V���Ȟ�20u m�r(sh��),������ĥһ�ο����@14��(g��)��,�� ���������r��׃����r��,�^(gu��)�V�����_(d��)��10 u m�r(sh��), ��ĥ1�ο��@54��(g��)��.߀���Y�Ͻ�B,����ֲڶ�ֵÿ�p��1�r(sh��),�����s�|(zh��)�ߴ�͑�(y��ng)�p��10 um.�Q�� Ԓ�f(shu��),�^(gu��)�V���ȵć�(y��n)���ԑ�(y��ng)�����ֲڶ�ֵ��10��.
һ������ҺҪ��(j��ng)�^(gu��)�֞V,�뾫�V,���V�ȳ���.���^(gu��)�V һ����ü��|(zh��)���|(zh��)�^(gu��)�V,һ���^(gu��)�V���ȿ�����40 um�ԃ�(n��i),���܉�M��һ���Ԙ��@�ӹ�.�����@H7�� �ȵĿוr(sh��),�^(gu��)�V���ȑ�(y��ng)�_(d��)��5��10 um,���ɱ����Ɖ� ���٘O����Ĥ.�������^(gu��)�V�b�ú�ʹ�õijɱ���(hu��)���� ����,��(sh��)�H��Ҫ�C�Ͽ��]һ��(g��)���m�ķ���.
1.3 �ضȿ���
���ژ��@�ӹ��r(sh��)�����ٶȺ�����Һ�ĉ������� ��,ͬ�r(sh��)�@�^���������͔D���������,�����Юa(ch��n)���� ���ğ���������Һ����,ʹ����Һ�ض���u����.�� �˱����@����,��ֹ����Һ��(n��i)�����N���ӄ������� ʧЧ,�S�֘��@�c�����ضȵ�һ�����DZ�Ҫ��.һ�� ���]�ض���45������.���õ���s��ʽ�ЃɷN:�� һ,���ô�ˮ��(����)��ɢ���(l��i)�_(d��)����Ȼ��s,ˮ�� ���ݷe���ڱù�������l0������.
���,��(qi��ng)����s. *���r(ji��)����s�k������ˮ����ͨ��ѭ�h(hu��n)��sˮ,�ɿ� ���k����ʹ����Һͨ�^(gu��)���{(di��o)������,������*�ѷ���, ���֘��@�c�����ض�һ��,�����ڿ��Ƽӹ����ȵ�һ ����.
1.4 ����Һ���oϵ�y(t��ng)ԭ��
Һ����ʹ�õıú��y���Ԫ���Ȳ��m��ˮ���� ��Һ,���O(sh��)Ӌ(j��)ˮ������Һϵ�y(t��ng)�b�Õr(sh��)��(y��ng)���ֿ��].
1.5����Һ�ľS�o(h��)
����(j��)���P(gu��n)��(j��ng)�(y��n),ʹ������Һ��(y��ng)ע�������c(di��n):
(1)����Һ��ϡ�?xi��)?y��ng)�x��ˮ�|(zh��)�^�õ��ԁ�(l��i)ˮ,�� ��ǰ��(y��ng)��ˮ���·��ϴ�Ƀ�,�Зl����Ԓ,�Ɍ�(du��)����Һ ϵ�y(t��ng)�b���M(j��n)��һ������.
(2)��(zh��n)�_��������Һ���,�M��ʹ�Ý��Ӌ(j��)(�۹� �x)��(l��i)����,��Ҏ(gu��)����������,��Ҫ�{��(g��)�˽�(j��ng)�(y��n).
(3)��ͬ��̖(h��o),��ͬ�S�����a(ch��n)�İ�ϳ�����Һ�� �ܻ���.
(4)�ӹ��Y(ji��)����,������Һܛ�ܛ_ϴ���C(j��)������ ����м������.���_(k��i)�C(j��)�����o(h��)�T,ʹ�C(j��)���ӹ��^(q��)�ij� ��՚�ɢȥ. �@������ԭ����:�ڼӹ��^(gu��)����,ֻҪ����Һ���� ����,Ϳ������¶�Ľ��ٱ���,����Һ�еķ��P���ӄ� �Ϳɷ�ֹ�C(j��)���ӹ��^(q��)��(n��i)�Ľ��ٱ����P�g.����(d��ng)�C(j��)��ͣ �C(j��)����С�r(sh��)��,���ܕ�(hu��)�a(ch��n)���P�g.��?y��n)��ڼӹ��r(sh��),����Һ�е�ˮ�����l(f��),ʹ�C(j��)���ӹ��^(q��)�γ��ˎ�100%�� ����(du��)���.�C(j��)��һ���P(gu��n)�C(j��),�ضȱ��_(k��i)ʼ�½�,�՚��е�ˮ�ֱ������ڽ����������.��������ˮ��(hu��)��ϡ� ���P���ӄ�,�Ķ�ʹ����������Һ�Ŀ����g����ʧ.���Բ�ȡ������ʩ,�dz���Ҫ.
(5)���ڙz�y(c��)����Һʹ�Ý�Ⱥ�pHֵ,pHֵ��8.5��9.5֮�g.
(6)ʹ��һ�����L(zh��ng)�r(sh��)�g����Һ�l(f��)��׃�|(zh��)�r(sh��),�� �Q����Һ��ص���ϴ�C(j��)����sϵ�y(t��ng),�p������Һ�м�(x��) �����L(zh��ng)�C(j��)��(hu��).
2 ��(y��ng)��(sh��)��
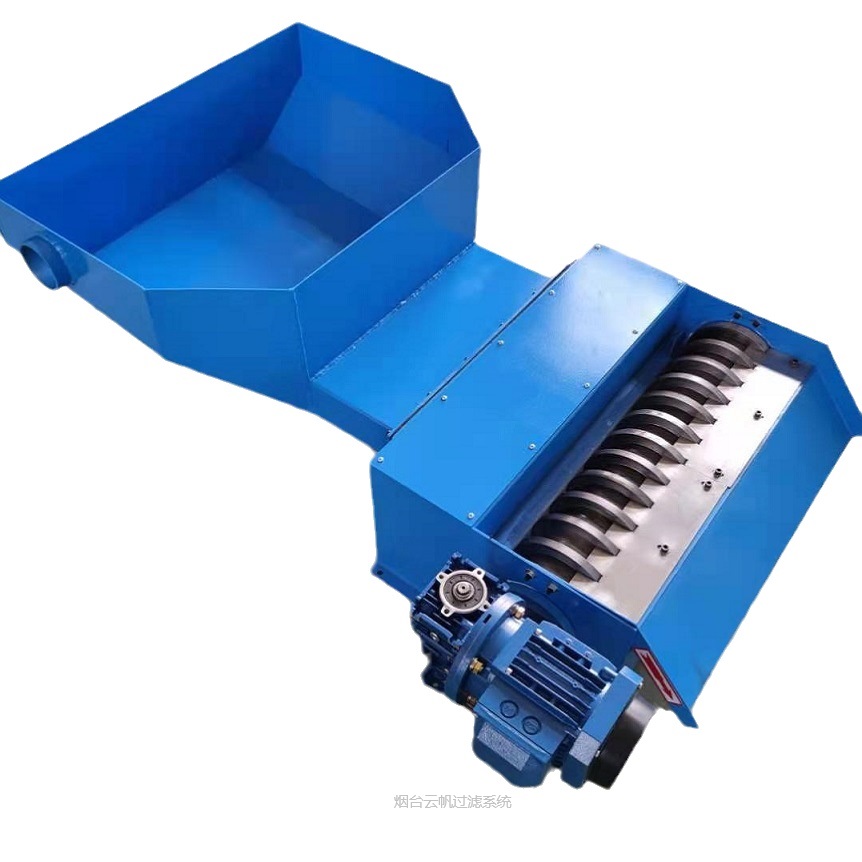
�ҏS�ژ��@�ӹ��в���ˮ������Һ�ѳɹ���(y��ng)���� �Ԅ�(d��ng)���мӹ����w�͵���,����sҺ����sҺ����̎ ��ϵ�y(t��ng)���o,���@��λ����(l��i)��ϵ�y(t��ng)����sҺ�Ӊ����� �ژ��@�ӹ�.*���O(sh��)Ӌ(j��)����1�_(t��i)�B�U��˨�ט��@���q �C(j��)��,�B�U����45Mn,Ӳ��22��32 HRC,�ٶ̜\�� �ܼӹ�.����Һ���ê�(d��)����ؓ(f��)��ʽ�����^(gu��)�V�b��,�{(di��o) ԇ�r(sh��)���@�o(w��)���ӹ�,�M(j��n)�ژ��@�H�ܼӹ�3��,�ͳ��F(xi��n)��(y��n) ��ĥ�p����еȆ�(w��n)�}.���ų��C(j��)������ԭ���,���� ����Һ��sϵ�y(t��ng)Ҳ����һЩ��(w��n)�}:
(1)����Һ����ͨ�ϳ�����Һ,��(r��n)���Բ�,���m�� ���@�ӹ�.
(2)ؓ(f��)��ʽ�����^(gu��)�Vϵ�y(t��ng)���^(gu��)�V���Ȳ���(w��n)��,�s �|(zh��),���|(zh��)�w�S�M(j��n)��ϵ�y(t��ng),�������@��ˮ��.
(3)��sҺ���o����ƫ��,����(w��n)��,���ܝM�㘌�@ �ӹ���(du��)��sҺϵ�y(t��ng)�߉��㶨��Ҫ��.
ᘌ�(du��)������(w��n)�},�҂���ȡ�����´�ʩ.
(1)���Q��ˮ������Һ �҂��x�üΌ�(sh��)�˾ EP690�Ϳ��˹�˾��ˮ������Һ,�䝙(r��n)���O�����ܾ� ��(y��u)�ںϳ�����Һ.����Ҫ���c(di��n)��:�٘O�����ܺ�,���� �ڸ��y�ȵļӹ�;��ʹ�É����L(zh��ng),���s����Ⱦ�����^ ��(qi��ng);����ĭ�^��,��(du��)��ͬˮ�|(zh��)���^��(qi��ng)���m��(y��ng)��;�ܷ��P ������(qi��ng);�ݲ������Ӻ́������},��(du��)���w�o(w��)����.
(2)���M(j��n)��sҺ�^(gu��)�V�b��,����^(gu��)�V����.ؓ(f��)��ʽ�����^(gu��)�V�C(j��)���^(gu��)�V����ȡ�Q���^(gu��)�V�õğo(w��)�����|(zh��)��,*�õ��^(gu��)�V���ȿ��_(d��)5um.����,��мֱ�ӛ_��ؓ(f��)��ʽ�����^(gu��)�V�C(j��)�ļ���,ʹ�o(w��)�����Ɠp;ؓ(f��)��ǻ��ؓ(f��)������r(sh��),��ˮ����ؓ(f��)��ǻ�a(b��)ˮ,��(d��o)�o(w��)�����ϸ�Ó�x���Ű�;���r(sh��),�o(w��)�����a(ch��n)����б,������ȫ���w���Ű�ȎN��r,��(d��o)���Kˮ����Kˮ�M(j��n)��ؓ(f��)��ǻ.�M(j��n)�� ؓ(f��)��ǻ���Kˮ��ϵ�y(t��ng)���L(zh��ng)�r(sh��)�g�ش���,�����^(gu��)�V����, Ӱ푘��@�ӹ�Ч��.
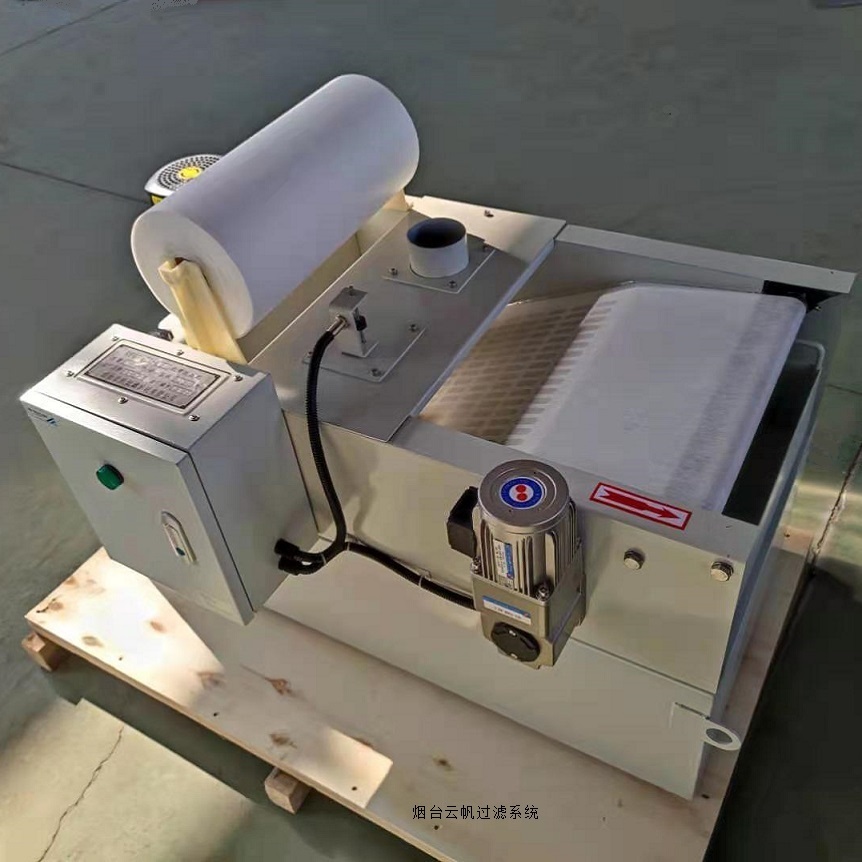
�ڸ߉��ýMǰ,�����p(li��n)Ͳʽ�^(gu��)�V�b��,�ɂ�(g��)�^(gu��)�V о�քe����.��(d��ng)һ��(g��)�Vо������ж����ϴ�r(sh��),���ГQ ����һ��(g��)�Vо����,��Ӱ푙C(j��)����������.�^(gu��)�V�b�� �Ԏ������z�y(c��)�b��,��(d��ng)�Vо�����M(j��n)���ډ���׃��r(sh��),�l(f��) ����(b��o)��,���Ѽ��r(sh��)�ГQ.�˕r(sh��),늚�����A(y��)ͣ,Ҫ����ɱ��μӹ�ѭ�h(hu��n)����̎��,��t�C(j��)�������M(j��n)�� ��һ��(g��)�ӹ�ѭ�h(hu��n).
�x���p(li��n)Ͳʽ�^(gu��)�V�b�Õr(sh��),��(y��ng)����(j��)���@�ӹ����P(gu��n) ����(sh��)�����x����,�����͞Vо���|(zh��).�Vо�м��|(zh��),�� ���w�S�ͽ��پW(w��ng)��,���h�x�ÿɷ���(f��)��ϴ�Ľ��پW(w��ng)�Vо,����ʹ�óɱ�.
(3)�����x�ø߉��úͿ���Ԫ��,���C����ϵ�y(t��ng) �㶨 ����ʹ��ˮ������Һ,�X݆�ú͓Q���y���(n��i)й, �l(f��)��,ʹ��Ч����,���ܱ��C��sϵ�y(t��ng)������(w��n)��.����(j��ng) �������ÓQ���y��(d��ng)ж���y,����(j��ng)�����F(xi��n)�P(gu��n)�]����(y��n)��,�� �sϵ�y(t��ng)�ĉ�������������(l��i),���@�o(w��)���ӹ�.��ϵ�y(t��ng)�� ���ò��ö༉(j��)�x�ıÃɂ�(g��)��(li��n)��һ��ʹ��;�Q���y�� ж���y���Ú��(d��ng)�Ȍ�(d��o)�Q���y,�_���Q���ж�Ʉ�(d��ng)���` ��.���C�ˉ���ϵ�y(t��ng)�ķ�(w��n)��,�M���˘��@�ӹ���Ҫ��.
��(j��ng)�^(gu��)�������M(j��n)�ęC(j��)����sϵ�y(t��ng),���{(di��o)ԇ�r(sh��)�Ç�(gu��)�a(ch��n) ���@��ĥһ�οɼӹ��B�U100������,�M(j��n)��Ϳ�ӵ��� ���_(d��)200��,Ч��ʮ�����@.ԓ�C(j��)���F(xi��n)�����Ñ�S�� �ɰ��b�{(di��o)ԇ,Ͷ���������a(ch��n).
�����°l(f��)�� -







-
�a(ch��n)Ʒ����
-
�a(ch��n)Ʒ���
-
�^(gu��)�V�C(j��)
- ƽ�W(w��ng)�����^(gu��)�V�C(j��)
- ƽ�W(w��ng)�^(gu��)�V�C(j��)
- ��(n��i)�V��ʽ�^(gu��)�V�C(j��)
- ���W(w��ng)�^(gu��)�V�C(j��)
- BFϵ���^(gu��)�V�C(j��)
- ���ؓ(f��)���^(gu��)�V�C(j��)
- ؓ(f��)���^(gu��)�V�C(j��)
- ƽ���C(j��)�ü����^(gu��)�V�C(j��)
- ��ʽ�^(gu��)�V�C(j��)
- �~�剺���^(gu��)�V���^(gu��)�V�C(j��)
- ���w��ϴ�C(j��)�ü����^(gu��)�V�C(j��)
- һ�w������Һ�^(gu��)�V�C(j��)
- ���ؓ(f��)��һ�w����Ч�^(gu��)�V�C(j��)
- �C(j��)���Ԅ�(d��ng)��м�^(gu��)�V�b��
- ��ʽ�^(gu��)�V�C(j��)
-
���Է��x�C(j��)
-
���x�C(j��)
-
Ʋ�͙C(j��)
-
�^(gu��)�V��
-
Ʋ�͎�
-
�Fмݔ�͙C(j��)
-
�F���C(j��)
-
ˮ�����x�C(j��)
-
�x�ķ��x�C(j��)
-
ˮ��
-
�C(j��)���^(gu��)�V��м�O(sh��)��S��
-
��ˮ̎��
-
����C(j��)
-
�� ��
- (li��n)ϵ�ˣ�IJ����
- 늡�Ԓ��0535-6029680
- �֡��C(j��)��13515452159
- �����棺0535-6029680
- �]���䣺runfine.filter@163.com
- �]������264002
- �ء�ַ�����_(t��i)��
- �W(w��ng)��ַ�� https://runfine.cn.goepe.com/
http://www.cnyoto.cc
�ęn�Y��
-
�_(k��i)��M������ϴ�C(j��)�^(gu��)�Vϵ�y(t��ng)����
-
Ϳ�bǰ̎�����Է��x��
-
���I(y��)�^(gu��)�V�������a(ch��n)����(y��ng)���I(l��ng)��
-
�^(gu��)�V���c�^(gu��)�V����
-
�^(gu��)�V����(du��)܈�C(j��)�^(gu��)�VЧ����Ӱ�
-
�����ͼ����^(gu��)�V
-
����Ʋ�ͼ������b��
-
�C(j��)���Üu�����x����B
-
�C(j��)����s��(r��n)��ϵ�y(t��ng)�ͱ�늙C(j��)���Ϸ���
-
����ʽƲ���b�õ�ʹ��
-

